Popular in your industry










































































Related Searches:


































































































































































Top categories



About chute conveyor
Exploring the Versatility of Chute Conveyors
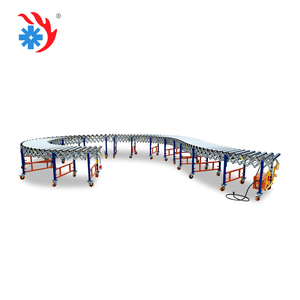
Chute conveyors are integral components in material handling, offering a streamlined approach to transporting goods within various industrial settings. This category encompasses a range of designs, including gravity chute conveyors and spiral chute conveyors, each tailored to specific operational requirements. The chute conveyor system is designed to facilitate the smooth transition of items between elevations, harnessing gravity to move products efficiently.
Types and Applications of Chute Conveyors
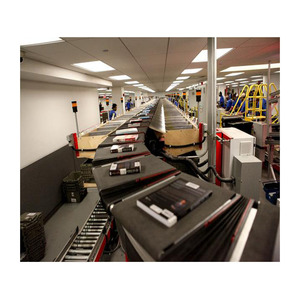
The diversity of chute conveyors allows for their application across numerous industries. Belt conveyor chutes are commonly used in mining and postal services for their ability to manage bulk material flow. In contrast, gravity spiral chutes are favored in warehouses and distribution centers for their space-saving vertical design. Telescopic chutes for conveyors offer an adjustable solution, ideal for loading bulk materials into containers with minimal dust and material loss.
Features and Materials
Chute conveyors are designed with a focus on durability and efficiency. Materials used in construction, such as reinforced polymers and industrial-grade metals, ensure longevity and resilience. Features like conveyor transfer chutes and discharge chute conveyors enhance the functionality by optimizing material flow and reducing bottlenecks. The thoughtful design of belt conveyor discharge chutes minimizes spillage and ensures that materials are directed precisely where needed.
Advantages of Implementing Chute Conveyors
Incorporating chute conveyors within an operation can significantly enhance productivity. These systems reduce the need for manual handling, thereby minimizing the risk of workplace injuries and material damage. The precision of a chute belt conveyor ensures that materials are handled gently, reducing waste and improving overall efficiency. Moreover, the inclusion of a conveyor diverter chute allows for the seamless redirection of goods without interrupting the flow, thus optimizing the sorting process.
Operational Control and Risk Reduction
The automation provided by chute conveyors grants operators greater control over their processes. With systems like the conveyor head chute, material flow can be managed with precision, ensuring consistent output and quality. By reducing human intervention, these conveyors also lower the likelihood of errors and enhance workplace safety, as the need for manual material handling is significantly diminished.
Choosing the Right Chute Conveyor
Selecting the appropriate chute conveyor requires an understanding of the specific needs of your operation. Factors such as material characteristics, volume, and the desired speed of transport should guide the decision. Whether it's a head chute conveyor for heavy-duty industrial use or a more compact spiral design for space-constrained environments, the right system can lead to substantial improvements in efficiency and productivity.